



Пресс-формы для производства
автомобльных запчастей.
Пресс-формы для производства
электрической продукции. Пресс-формы для производства
телефонов. Пресс-формы для производства
медицинских приборов. Пресс-формы для проивзства
посуды. Пресс-форма для производства
ведер. Пресс-форма для производства
пластиковых ящиков. Пресс-формы для производства
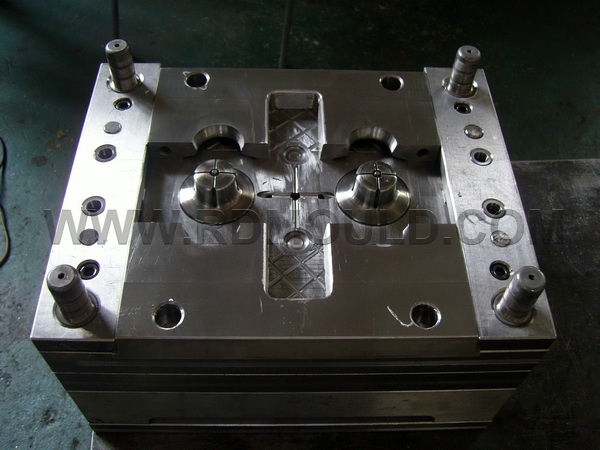
мусорных контейнеров. Обработка пресс-формы
для литья пластмасс под
давлением Основная часть обработки элементов
пресс-формы для литья пластмасс под давление проводится
на фрезерных станках с ЧПУ и электроэрозионных станках. Технология обработки предполагает три стадии механической
обработки и три - термообработки: Отжиг - черновая обработка - нормализация - получистовая
обработка - закалка - окончательная обработка - хромирование. Этот этап обработки особенно важен, так как именно в этот
момент выполняются все точные обработки. Для достижения необходимой точности обработки часто
требуется специальный дорогостоящий инструмент, оправки и приспособления,
все работы проводятся импортным высококачественным
инструментом. Это работа слесаря-инструментальщика. Для каждой
конкретной пресс-формы содержание этой работы может быть различным, именно
здесь обнаруживаются и исправляются все ошибки. Иногда сборка и испытание
пресс-формы вызывает неожиданные проблемы, что увеличивает сроки
изготовления. Описанные этапы изготовления
пресс-формы для литья пластмасс под давлением в общих чертах
раскрывают технологию и позволяют заказчику сопоставить цену работы и её
содержание.
Отжиг
необходим любой заготовке для снятия остаточных напряжений;
При
черновой обработке снимается основное количество материала, припуски на
рабочие поверхности - 0.5-2 мм.
Нормализация (отжиг) необходима для
снятия основных напряжений в заготовке, это уменьшает риск больших поводок
при закалке.
Получистовая обработка проводится с припуском 0.3-0.1 мм.
В процессе этой обработки делается максимально возможная выборка по
некаленому материалу и готовится поверхность для окончательной чистовой
обработки.
Закалка - это очень ответственный момент всей технологии.
Если не допущены грубые ошибки в технологии, то закалка не выходит за
пределы разумного риска.
Полировка, подгонка и сборка.
Хромирование необходимо для получения высокой
поверхностной твердости деталей пресс-формы, подвергающихся повышенному
износу. Матрица имеющая твердость 44-46 HRc имеет гарантированный ресурс
работы 600-700 тыс. циклов. Срок службы хромированной формообразующей
пресс-формы значительно выше.





Контакт: Погорелова Людмила
Телефон +79525735827
ICQ: 312-440-373