



Для производства пресс-форм используеся
высокоточное оборудование с числовым программным управлением в сочетании с
современным инструментом, что обеспечивает высокую скорость и
точность обработки деталей пресс-форм. Это позволяет существенно сокращать
сроки выполнения заказов на изготовление пресс-форм на данный вид
оснастки. САМ. Управляющая программа и изготовление
деталей пресс-формы 1. Подготовка управляющей
программы 2. Изготовление деталей пресс-формы и
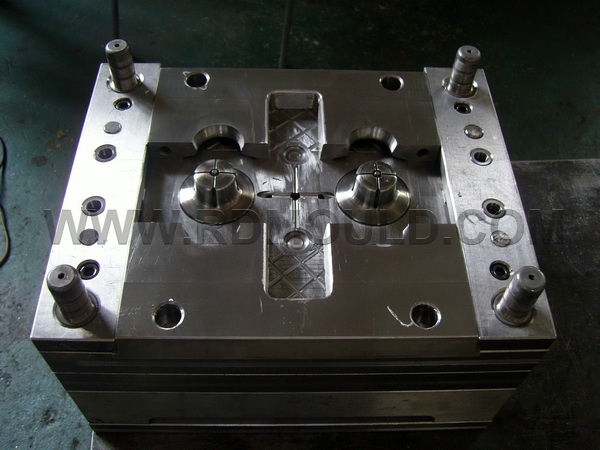
инструмента второго порядка (электроды) 2b). Электроипульсная обработка 2с). Электроэрозионная обработка 3. Доводка и сборка пресс-форм На участке доводки и сборки завершается технологический
процесс изготовления пресс-формы. Слесаря сборочного участка осуществляют
финишную обработку формообразующих деталей пресс-формы, доводку и сборку
различных ее элементов и делают пресс-форму работоспособной. Они
определяют качество изготовления пресс-формы и в значительной степени
отвечают за репутацию компании.




После получения от
инженеров-конструкторов пресс-форм 3D-файлов программисты CNC (ЧПУ)
выполняют следующие операции:
- составление управляющей программы (УП)
для CNC в соответствие с 3D-файлами деталей
пресс-формы;
- отправка
УП по внутренней сети на участок обработки CNC;
- отправка УП по
внутренней сети на участок электроэрозионной обработки.
2a). Обработка на CNC:
После получения от
программистов УП оператор CNC выполняет следующие операции:
- подбирает
на складе соответствующие данной УП стальные, или медные (для
электродов)
заготовки;
- устанавливает заготовку на стол CNC,
выставляет «0» и вводит исходные данные;
- загружает нужную программу
в машину и перепроверяет все данные будущей детали:
номер формы, номер
стальной вставки или номер медного электрода (каждой детали
будущей
пресс-формы присваивается собственный номер);
- включает станок и
производит обработку установленной на стол заготовки.
После завершения
обработки готовая деталь пресс-формы или электрод отправляется
на
участок контроля качества для проверки размеров. Детали, не имеющие
отклонений от
размеров отправляются на сборочный участок пресс-форм, а
электроды – на участок
электроимпульсной и/или электроэрозионной
обработки.
С участка контроля
качества электроды отправляются в секцию полировки, а затем на
участок
электроимпульсной обработки.
Оператор устанавливает заготовку на станок
электроимпульсной обработки,
выставляет «0» и вводит программу
обработки и настройки в соответствии с
требованиями. В процессе
электроимпульсной обработки во избежание нагара
необходимо
контролировать поток жидкости. В случае необходимости, в
процессе
обработки проверяются размеры детали при помощи измерительного
инструмента или
щупа.
На участке
электроэрозионной обработки (резки) производится обработка различного
типа
карманов, вставок, кареток, зазоров, отверстий, формовочных
инструментов. Все эти
операции производятся в соответствии с
техническими требованиями, чертежами и
постоянным контролем
качества.






Контакт: Погорелова Людмила
Телефон +79525735827
ICQ: 312-440-373