



Пресс-формы для производства
автомобильных запчастей.
Пресс-формы для производства
электрической продукции. Пресс-формы для производства
телефонов. Пресс-формы для производства
медицинских приборов. Пресс-формы для проивзства
посуды. Пресс-форма для производства
ведер. Пресс-форма для производства
пластиковых ящиков. Пресс-формы для производства
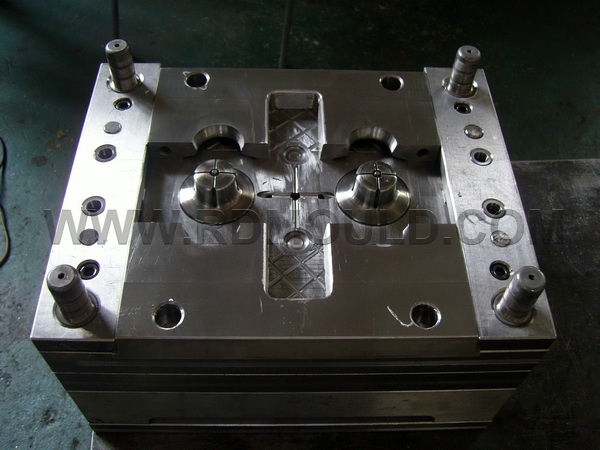
мусорных контейнеров. Разрабатываем конструкторскую документацию и
изготавливаем многогнездные высокопроизводительные пресс-формы для
производства методами литья под давлением, прямого и трансферного
прессования резинотехнических изделий, в том числе колец круглого и
прямоугольного сечения, сальников, манжет. Отличительной особенностью пресс-форм является
их повышенная точность и твердость формообразующих деталей, позволяющие
получать изделия практически без облоя, полностью отвечающих требованиям
ГОСТ. Оригинальные конструкторские решения, принятые
при проектировании пресс-форм, и использованные марки стали для
изготовления формообразующих деталей - позволили значительно повысить
надежность и увеличить стойкость форм до 800000 -1000000 смыканий, а
межремонтный пробег до 100000 смыканий. Изделия, получаемые в предлагаемых
пресс-формах, по своей точности соответствуют 2 классу. Дополнительное
механическое удаление облоя с отформованных изделиях (шлифовка) не
требуется. Указанные характеристики пресс-форм
достигаются за счет:
изготовления формообразующих полостей в заготовках
всех вставок (гнезд) пресс-форм методом выдавливания одним и тем же
мастер-пуансоном;
использования для изготовления формообразующих
деталей высокопрочных нержавеющих и мартенситностареющих сталей типа
40Х13, 65Х13, 95Х18, ЭП832 и других;
специальной термической обработки
формообразующих деталей (включая обработку холодом) до твердости
HRCэ =58-60;
выполнения рабочей толщины кольцевых внутренних ребер,
препятствующих вытеканию резиновой смеси из формообразующих полостей и
обеспечивающих требуемое уплотнение формуемых изделий, - не
более 0,1-0,12 мм, а обнижение наружных кольцевых ребер относительно
плоскости разъема формы - не более 0,015 мм;
использования специальных
центрирующих элементов верхней и нижней полуформ, исключающих возможность
смещения верхней и нижней частей формуемых изделий более, чем на 0,02
мм;
использования специальных "вент" (унифицированных элементов,
предназначенных для отвода газов из формообразующих полостей форм в
процессе формования и вулканизации изделий).





Контакт: Погорелова Людмила
Телефон +79525735827
ICQ: 312-440-373
Пресс-формы литье. Литьевая пресс-форма. Пресс-формы литье. Литьевая пресс-форма.Пресс-формы литье. Литьевая пресс-форма.Пресс-формы литье. Литьевая пресс-форма.Пресс-формы литье. Литьевая пресс-форма.Пресс-формы литье. Литьевая пресс-форма.Пресс-формы литье. Литьевая пресс-форма.Пресс-формы литье. Литьевая пресс-форма.